耐磨板耐候镂空装饰源头工厂
- 更新时间: 2025-05-24 07:20:08 ip归属地:温州,天气:多云,温度:19-28 浏览次数:22
- 产品报价: ¥660/平米
- 联系人: 刘泽建
- 公司地址: 聊城经济技术开发区 发货到平阳
以下是:耐磨板耐候镂空装饰源头工厂的产品参数
| 产品参数 |
|---|
| 产品价格 | 660/平米 |
|---|
| 发货期限 | 7 |
|---|
| 供货总量 | 4511220 |
|---|
| 运费说明 | 咨询客服 |
|---|
| 小起订 | 2 |
|---|
| 质量等级 | 一等级 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 耐磨 |
|---|
| 产品品牌 | 哈曼 |
|---|
| 产品规格 | 规格全 咨询客服 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 山东 |
|---|
| 加工定制 | 可定制 |
|---|
| 产品型号 | 型号全 咨询客服 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品颜色 | 耐磨 |
|---|
| 适用领域 | 各种耐磨设备 |
|---|
| 是否进口 | 否 |
|---|
| 品牌 | 哈曼 |
|---|
| 材质 | 高铬 |
|---|
| 货号 | 0056 |
|---|
| 产地 | 山东 |
|---|
| 加工服务 | 深加工可定制 |
|---|
导读 选购耐磨板耐候镂空装饰源头工厂来温州市平阳县找哈曼金属材料有限公司(平阳分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:刘泽建-17863510107,{QQ:1290842800},地址:[经济技术开发区]。 浙江省,温州市,平阳县 平阳设县于西晋太康四年(公元283年),已有1700多年历史,五代十国时期(公元914年),定县名为平阳至今。平阳历来文风昌盛,文化名人辈出,有“富春山居图”作者黄公望、南宋爱国诗人林景熙、清朝思想家宋恕、当代数学泰斗苏步青、百岁棋王谢侠逊等。平阳是南戏的重要发祥地和传承地,是“全国武术之乡”“中国象棋之乡”和“浙江省传统戏剧之乡”。
想要一睹耐磨板耐候镂空装饰源头工厂产品的风采吗?别犹豫,我们的视频将带您领略产品的每一个精彩瞬间,从细节中感受品质,从画面中捕捉魅力。
以下是:耐磨板耐候镂空装饰源头工厂的图文介绍


耐磨板工厂由于炼钢原料中存在许多杂质,虽然在炼钢时尽力设法去除,但仍不可避免会有一些物质从炉壁、炉渣、大气等混入钢液。因此钢中总含有Mn、Si、S、P等杂质元素和气体(02、H2等)非金属夹杂物(硅酸盐、A1302等),这必然会影响钢板的质量。
耐磨板中作为杂质存在的元素主要有Mn、Si、S、P等。锰和硅一般是为脱氧加入钢板中的,它们对钢板的力学性能有提高作用,而且锰还能脱硫,故为有益元素。
通常NM500耐磨板表面缺陷可能会有裂纹、划痕、结疤等几种情况,针对这些缺陷建议在生产中需要采取以下几种方法来避免:首先在对耐磨板加工的过程中一定要规范操作,要尽量防止出现一些比较大的夹杂物等现象。同时是在冶炼的过程中在脱氧状态良好的情况下一定要控制Al加入量。其实就是要检查一些耐磨板加工的相关工具,一定要确保这些工具没有轧辊、轧槽和导卫等现象,有问题的工具一定要及时的更换或是调整。避免对钢板加工的过程中产生一定的磨损等。



客户的支持就是我们的成功,随着公司的持续发展,哈曼金属材料有限公司(平阳分公司)在 红锈钢板幕墙产品研发、技术、产品销售、售后服务等方面均有长足的进步,并将持续贯彻“追求产品零缺陷”的质量方针,为广大客户提供更为满意的 红锈钢板幕墙产品和服务。



好的耐腐蚀性
00001.
耐磨复合钢板的合金层中含有高百分比的金属铬,故具有一定防锈和耐腐蚀能力。用于落煤筒和漏斗等场合可以做到防止粘煤。
00002.
00003.
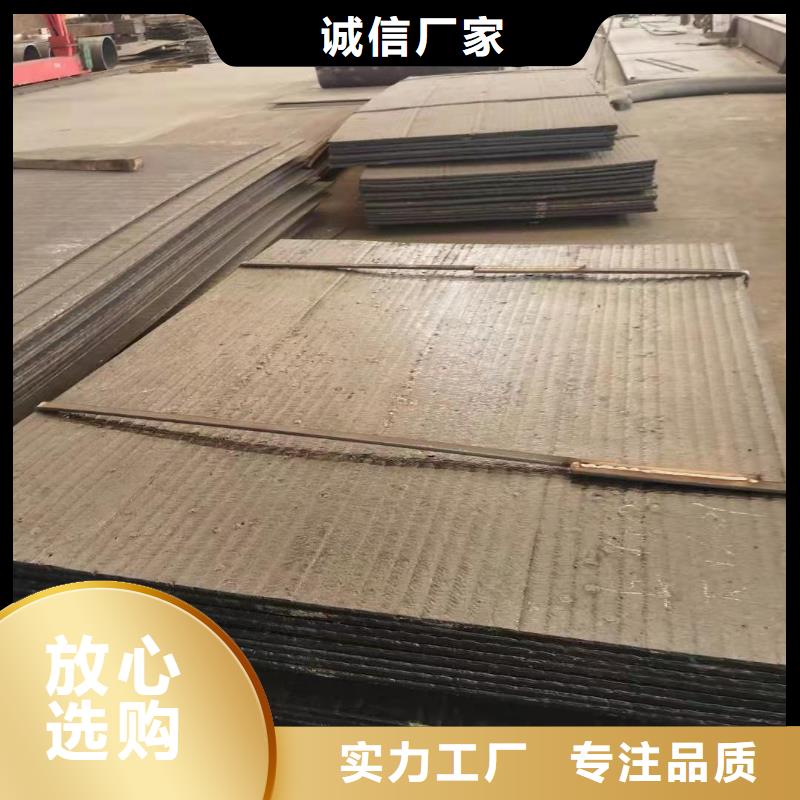
品种规格齐全
00004.
耐磨钢板规格全,品种多,已成商品系列化。耐磨合金层的厚度在3~20mm。复合钢板的厚度薄为6mm,厚度不限。标准耐磨钢板可提供1200或3800×12000mm,也可根据用户需求,按图纸尺寸定做加工。耐磨钢板现分为普通型、耐冲击型和高温型三种,定购高温耐磨和耐冲击型复合钢板要说明。耐磨板



预热有利于减低双金属耐磨复合板热影响区的硬度,防止产生冷裂纹,这是焊接双金属耐磨复合板的主要工艺措施;预热还能改善接头塑性,减小焊后残余应力。通常,35和45钢的预热温度为150~250℃,含碳量再高或者因厚度和刚度很大,裂纹倾向大时,可将预热温度提高至250~400℃。若焊件太大,整体预热有困难时,可进行局部预热,局部预热的加热范围为焊口两侧各150~200mm。
焊接双金属耐磨复合板焊条条件许可时优先选用碱性焊条;坡口形式将焊件尽量开成U形坡口式进行焊接。如果是铸件缺陷,铲挖出的坡口外形应圆滑,其目的是减少双金属耐磨复合板母材熔入焊缝金属中的比例,以降低焊缝中的含碳量,防止裂纹产生。
双金属耐磨复合板焊接工艺参数由于母材熔化到一层焊缝金属中的比例高达30%左右,所以一层焊缝焊接时,应尽量采用小电流、慢焊接速度,以减小双金属耐磨复合板母材的熔深。
双金属耐磨复合板焊后尽量要对焊件立即进行应力热处理,特别是对于大厚度焊件、高刚性结构件以及严厉条件下工作的焊件更应如此。应力的回火温度为600~650℃。若焊后不能进行应力热处理,应立即进行后热处理。耐磨板

总结 今年在温州市平阳县购买耐磨板耐候镂空装饰源头工厂有了新选择,哈曼金属材料有限公司(平阳分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的耐磨板耐候镂空装饰源头工厂产品。如需购买或咨询,请随时联系我们,联系人:刘泽建-17863510107,QQ:1290842800,地址:经济技术开发区。