



无论您是初次接触还是已经熟悉,我们的BST750L高强板厂家现货产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:BST750L高强板厂家现货的图文介绍


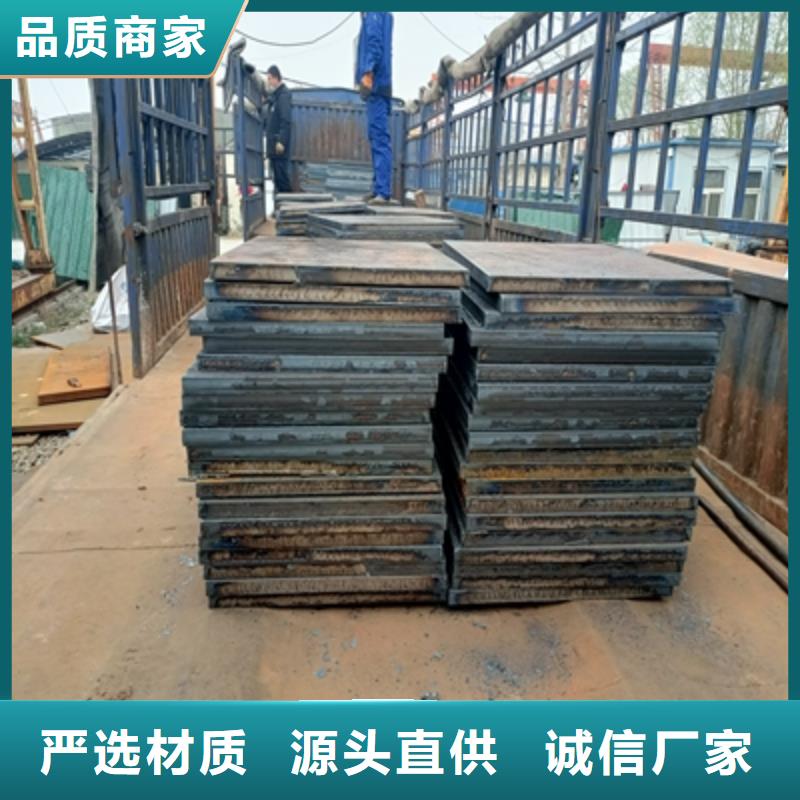
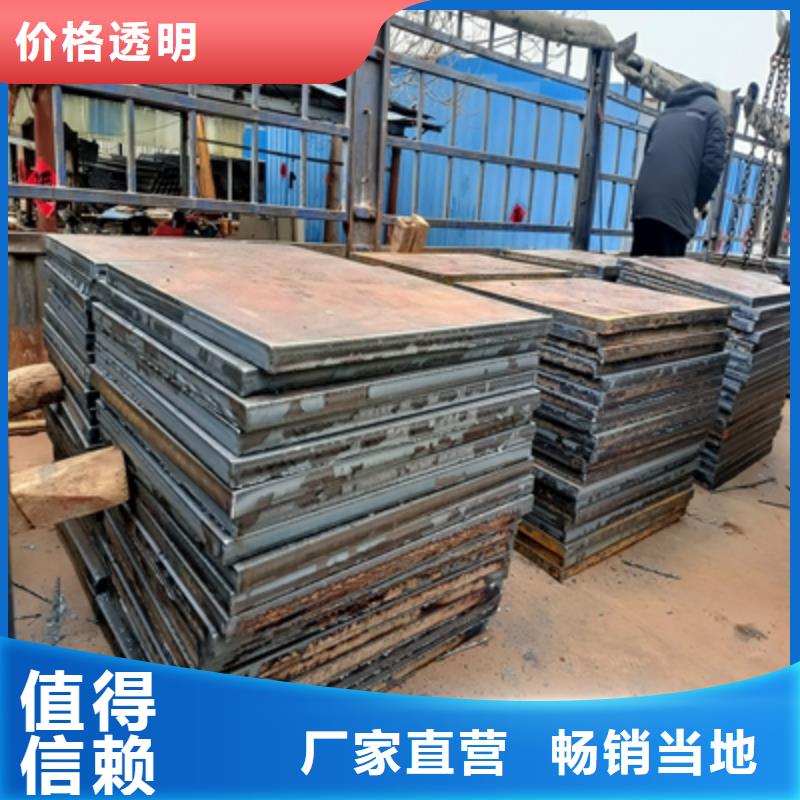
汽车大梁板钢用于制造汽车大梁(纵梁、同城横梁)用厚度为2.5-12.0mm的低合金热轧钢板。由汽车大梁形状复杂,除要求较高强度和冷弯性能外,要求冲压性能好。用于制造汽车大梁(纵梁、本地横梁)用厚度为2.5-12.0mm的低合金热轧钢板。由汽车大梁形状复杂,除要求较高强度和冷弯性能外,要求冲压性能好。大梁钢使用指南(1)随着强度的升高,汽车大梁钢塑性及成形极限有下降趋势,零件设计时要有所考虑。(2)由于梁类零件成形时易回弹及扭曲,汽车大梁板钢材的强度越高,该趋势越明显,模具的设计、本地选用以及零件设计时要有所考虑。(3)大梁钢进行剪切作业时,剪切间隙不合适会导致剪口撕裂、本地微观裂纹,成形时易开裂,同时质量差的剪切断面也将成为疲劳开裂源;剪切时,应选择合适的道具和间隙,否则刃口部位易磨损甚至崩刃。(4)大梁钢在辊压、本地折弯、本地冲压作业时,要考虑弯曲圆角、本地弯曲角度的影响及边部剪切质量的影响。(5)大梁钢使用过程中,随着强度升高,对冲裁设备的能力要求提高,需校核成形设备吨位是否满足条件。(6)高强钢结构件出现形状偏差需矫正时,建议采用冷矫。必须采用热矫时,建议热矫温度在550-580℃。(7)使用等离子切割长宽比较大构件时,尽可能采用断点切割,控制板形。汽车大梁板(8)本产品屈服应力较大,为保证应力释放完全,请选用开平能力强的开平厂。



汽车大梁板激光拼焊板与连续变截面板技术激光拼焊板(Tailor Welded Blanks, TWB)是采用激光作为焊接热源, 将若干不同材质、同城不同厚度、同城不同涂层的钢材、同城不锈钢材、同城铝合金材等进行拼合、同城焊接成一块整体板材。采用激光拼焊技术, 可以根据结构零件的受力情况, 把不同厚度尺寸和强度级别的材料进行合理组合, 提高结构刚度的同时减轻了零件重量, 而且还提高了材料的利用率, 减少了部件中的零件量,简化了工序。汽车大梁板激光拼焊技术成为汽车轻量化主要技术手段, 在多个厂商的车型上得到应用。主要应用在前后车门内板、同城前后纵梁、同城侧围、同城底板、同城车门内侧的A、同城B、同城C 立柱、同城轮罩及行李箱内板等。连续变截面板(Tailor Rolling Blanks, TRB)也叫差厚板, 是指钢板在轧制过程中, 通过计算机实时改变辊缝尺寸, 从而使轧制出的薄板在沿着轧制方向上具有预先定制的变截面形状。连续变截面板技术已经广泛应用于制造车身结构零部件, 如引擎盖板、同城B柱、同城车身底盘、同城马达间隔导轨、同城中间立柱内板、同城挡泥板和防撞箱等,已成功应用于奥迪、同城宝马、同城大众、同城通用等车型。汽车大梁板激光拼焊与连续变截面技术通过不同的工艺手段, 改变了冲压原料的厚度, 用来解决汽车零部件受载情况下, 不同部位承载能力要求不同的问题。两者相比, 激光拼焊技术的优点在于灵活性强,可以实现任意位置的拼接、同城不同材料的拼接。汽车大梁板连续变截面技术的优点在于没有焊缝, 沿长度方向上的硬度变化较平缓, 具有更好的成形性能, 而且表面质量好, 生产效率高, 成本低。


工厂直供,采用卓越工艺,精挑材质值得信赖,量大更优惠。主营产品 Q345NH耐候板,厂家直供质量保障按需定制|售后服务。我公司凭借“过硬的产品,优良的制作,负责的态度,良好的信誉”赢得了市场和长期合作伙伴。可按照客户需求定做,请买家在下单前咨询我们确认所需产品的参数。欢迎来电咨询或来我厂参观。




汽车大梁板深加工与钢铁主业的协同发展过去仅局限于汽车板生产为主的钢铁企业, 近年来在汽车板深加工领域逐渐增加投入力度。比如宝钢基本已经完成了全国范围的汽车板剪切配送布点, 并且比较早就开始着手热冲压成形、附近内高压成形等先进的深加工工艺的研究。再如武钢通过收购蒂森克虏伯激光拼焊集团, 实现了汽车板汽车大梁板深加工生产的跳跃式发展。汽车板本身属于长流程产品, 每个工艺环节都会对终产品质量有影响。如果汽车板生产企业逐渐关注产品的延伸加工, 不仅可以发挥钢铁企业原有的材料优势, 还可以使材料生产与应用技术协同发展, 形成上下游联动, 建立更加顺畅的沟通渠道,将材料应用过程中的问题及时反馈到钢铁生产的主流程中, 从而促进汽车大梁板材料本身的质量改进和升级换代, 实现两者的协同发展


汽车大梁板热冲压成形技术热冲压成形技术(Hot Stamping)是将添加了提高淬透性元素的热成形钢加热到奥氏体温度以上,保温一段时间, 待钢完全奥氏体化以后, 将其送至热冲压模具, 利用高温下奥氏体良好的成形性进行冲压加工, 冲压完成后, 模具迅速降温, 将钢淬火至200 ℃以下, 零件室温组织为马氏体, 抗拉强度可以达到1 000 MPa 以上, 具有优良的力学性能。虽然热冲压成形技术的生产效率低, 模具设计和加工难度大, 成本高, 但由于其克服了高强钢冷冲压时容易开裂且回弹严重的缺点, 而且成品零件强度在1 000 MPa 以上, 保证了车身结构的高刚度,因此该技术自开发成功后, 在欧美一些车型的车身承载零件, 汽车大梁板如前、本地后门左右防撞杆(梁)、本地前、本地后保险杠、本地A 柱加强板、本地B 柱加强板、本地C 柱加强板、本地地板中通道、本地车顶加强梁等得到广泛应用。



